|
焊接電流 :
|
80-120A
|
材質 :
|
堆焊
|
|
長度 :
|
350-500mm
|
適用范圍 :
|
用于堆焊或修復低碳鋼、中碳鋼及低合金鋼磨
|
|
熔點 :
|
650
|
焊芯直徑 :
|
3.2-5.0mm
|
|
品牌 :
|
鼎焊
|
牌號 :
|
D102
|
|
類型 :
|
堆焊焊條
|
直徑 :
|
3.2-5.0mm
|
|
工作溫度 :
|
450
|
產地 :
|
山東
|
|
硬度HRC :
|
38
|
藥皮性質 :
|
酸性焊條
|
|
電流幅度 :
|
80-120A
|
型號 :
|
D102
|
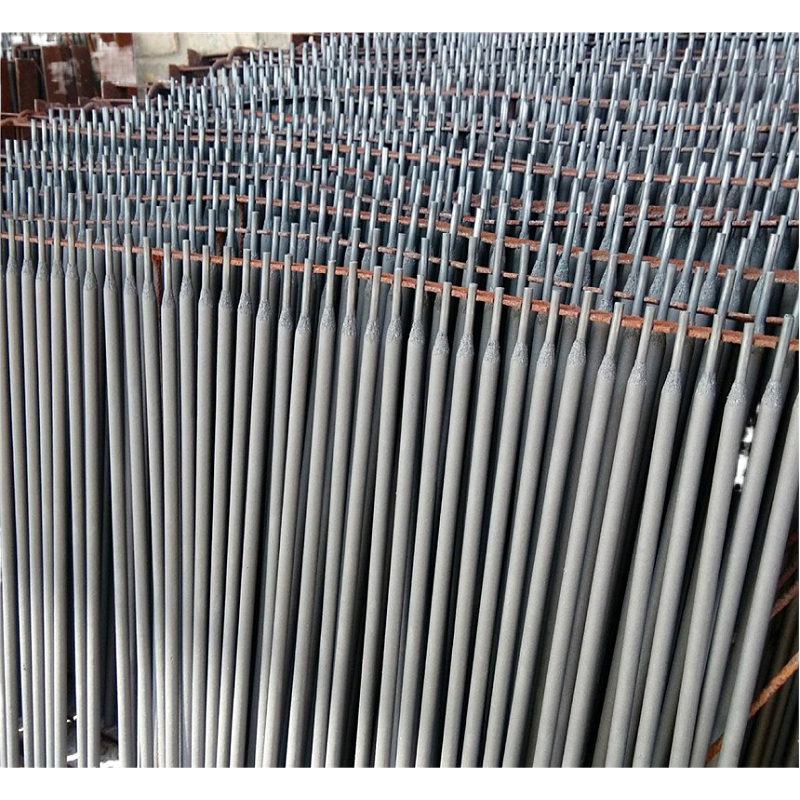
D102堆焊焊條 EDPMn2-03電焊條批發鼎焊
堆 D102 DHHC | EDPMn2-03 | 鈦鈣型 | AC、DC | 用于堆焊或修復低碳鋼、中碳鋼及低合金鋼磨損件的表面,如車軸、齒輪和攪拌機葉片等。 |
堆 D106 DHHC | EDPMn2-16 | 低氫型 | AC、DC+ | 用于堆焊或修復低碳鋼、中碳鋼及低合金鋼磨損件的表面,如車軸、齒輪和攪拌機葉片等。 |
堆 D107 DHHC | EDPMn2-15 | 低氫型 | DC+ | 用于堆焊或修復低碳鋼、中碳鋼及低合金鋼磨損件的表面,如車軸、齒輪和攪拌機葉片等。 |
堆 D112 DHHC | EDPCrMo-A1-03 | 鈦鈣型 | AC、DC | 用于受磨損的低碳鋼、中碳鋼及低合金鋼機件表面,特別適用于礦山機械與農業機械的堆焊與修補。 |
堆 D126 DHHC | 低氫型 | AC、DC+ | 用于堆焊受磨損的低碳鋼、中碳鋼及低合金鋼的表面,如車軸、齒輪、行走主動輪、攪拌機葉片等。 |
DHHC/鼎焊堆焊焊條堆焊中 常碰到的問題是開裂,防止開裂的主要方法是
1、焊前預熱,控制層間溫度,焊后緩冷。
2、焊后進行消除應力熱處理。
3、避免多層堆焊時開裂,采用低氫型堆焊焊條。
4、必要時,堆焊層與母材之間堆焊過渡層(用碳當量低、韌性高的焊條)
堆焊焊條的焊接使用中開裂與工件及焊縫熔敷金屬的含碳量、合金元素之間有直接關系,所以預熱溫度一般依據所用焊條的碳當量來估算。
碳當量公式如下:
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni
此估算公式適宜于低、中、高碳鋼和低合金鋼材料。
碳當量(%) | 預熱溫度 | 碳當量(%) | 預熱溫度 |
≤0.40 | 100℃以上 | ≤0.70 | 250℃以上 |
≤0.50 | 150℃以上 | ≤0.80 | 300℃以上 |
≤0.60 | 200℃以上 | ≤0.90 | 350℃以上 |
高錳鋼及奧氏體不銹鋼,可不預熱。高合金鋼預熱溫度大于400℃。
碳化鎢合金堆焊焊條產品是由鼎焊焊條集團有限公司采用從目前國內工具修復和制造中發展起來的一項 科研技術研發生產的,它廣泛應用電廠和各種設備的防磨。該集團公司生產的DHHC鼎焊碳化鎢合金耐磨堆焊焊條,特點是普通電焊工即可對機件進行堆焊修復,操作方法與普通焊條無異,并且焊后不需要任何處理即可獲得HRC65-70的一次性硬相層,使易損部件比用16錳等修復可提高使用壽命5倍以上,通過國家焊接材料質量監督檢驗符合GB984-85標準。 沖擊值:Kgf/-m/c㎡>22%
堆焊硬度:HRC≧65
操作方法及注意事項: 本焊條系低氫型藥皮,焊接性能良好,操作簡單,交直流均可,直流效果更佳。
(1)熔焊過程中,由小電流焊起,稀釋率不應超過35%,焊條不宜走過快及左右晃動, 堆 層時應等 稍冷卻后將藥皮鼓掉再進行,每層厚度為2mm,堆兩層效果更佳。
(2)本焊條應存放在干燥庫房內,若受潮應在200℃溫度下重新烘焙1小時方可使用。
(3)若堆焊母材含碳量較高或鑄錳、合金件應將母材預熱400℃-500℃左右,或先用結 “507”低氫焊條堆焊一層在趁熱堆焊,焊后緩冷。






名優甄選
A302不銹鋼焊條E309-16不銹鋼焊條
ENi-C1純鎳鑄焊材 斯米克鑄鐵焊條 Z308鎳鑄鐵焊條
Cr5Mo不銹鋼焊條 銘創
哈焊所抗氫鋼焊條J427SHAJ427SHA
哈焊正品哈焊所抗氫鋼焊條J427SHA電焊條碳鋼焊條
斯米克電焊條 全國包郵 182鎳基焊條
普洱晶鼎E317L-16不銹鋼焊條工藝摘要
耐磨焊條廠家鼎焊牌 D132 D132堆焊焊條 DHHC
Silv25銀焊條 美國哈里斯銀焊條 哈里斯銀焊條 型號齊全
Ni102鎳焊材 鎳焊接材料 純鎳堆焊焊條 斯米克
發送詢價單
您對該公司的咨詢信息已成功提交,請注意接聽供應商電話。
聯系人信息
請輸入您的稱呼
請輸入正確的聯系方式
請選擇咨詢問題
請輸入正確的圖形驗證碼
商家已收到您的消息,請注意接聽供應商的來電~